Система «Wisp» используется для вырубки, высечки, биговки и перфорации различных материалов практически на всех типах листовых офсетных печатных машин.
Предлагаемое комплексное решение основано на использовании специальных пластин и обладает рядом экономических и технологических преимуществ.
Это
- Оптимальная организация производства, печать и вырубка / высечка / биговка / перфорирование в одном производственном процессе;
- Экономия возможных дополнительных расходов при сдаче заказов на вырубку;
- Легкость монтажа «Wisp» системы.
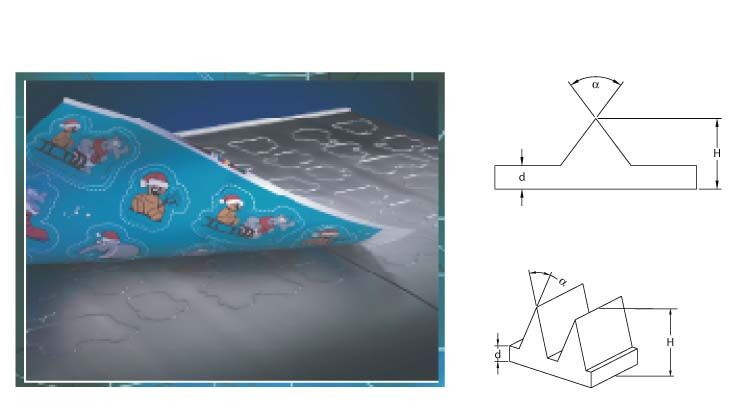
H = высота пластины
d = толщина основания пластины
L = угол заточки ножа
Тип пластин в зависимости от угла заточки
- «Standard» угол заточки 90° и > допуск: +/- 0,003 мм
- «Supercut» угол заточки < 90° допуск: +/- 0,002 мм
Угол заточки выбирается в зависимости от типа материала
Типы покрытий
- стандарт, без дополнительного покрытия
- с покрытием MC, для увеличения тиражестойкости
Формат пластины
- максимальный формат при использовании одной пластины 70/59 см
При необходимости изготовления пластины большего формата максимальный размер 70/100,используется метод совмещения двух пластин.
Материалы
- бумага и картон, максимальная толщина 0,35 мм
- самоклеящаяся бумага / самоклеящаяся пленка
Высота пластины
- 0,45 — 1,00 мм, в зависимости от обрабатываемого материала
Тип машины
- Heidelberg GTO/MO
- Heidelberg Speedmaster 52/72/74/102
- Roland 200/300/500/600/700
- Roland Record / Favorit
- KBA Rapida 74/104/105
- Komori
- Ryobi
- и другие …
Монтаж системы осуществляется на печатную или лакировальную секцию.
Система крепления
- армированные планки для печатной секции
- армированные планки для лакировальной секции
- планки-адаптеры вместо обыкновенных планок
- рифленая захватная кромка на вырубных пластинах для натяжения в крепёжной системе офсетного цилиндра.
Защита цилиндра противодавления (печатный цилиндр)
В зависимости от типа цилиндра противодавления поставляются различные защитные пластины:
- простой цилиндр противодавления:
1 защитная пластина с самоклеющимся слоем типа ‘B’ - двойной цилиндр противодавления:
2 защитные пластины с самоклеющимся слоем типа ‘B’ - шероховатый цилиндр противодавления для машин с переворотом:
1 — 2 защитные пластины с самоклеющимся слоем типа ‘С’
В случае установленного на печатной машине цилиндра противодавления Perfect Jacket, его защита невозможна.
Толщина защитной пластины
- 0,2 мм
- 0,3 мм
Формат защитной пластины
- максимальный формат 70/100 см
Руководство по монтажу системы «WISP»
Примеры монтажа системы «WISP» на печатные машины «Heidelberg» и «MAN Roland» приведены на странице 5 и 6.
1. Монтаж защитной пластины
- При вырубке или перфорации цилиндр противодавления должен быть защищен при помощи специальной пластины. Перед тем как наклеить защитную пластину (частично или по всей рабочей поверхности) сначала необходимо очистить и обезжирить цилиндр противодавления.Для четкой и надежной фиксации, защитную пластину необходимо слегка прижать к цилиндру противодавления.
- При высечке самоклеющихся материалов можно полностью отказаться от защитной пластины, так как в этом случае подложка самоклеящегося материала служит защитой цилиндра противодавления. Тем не менее, чтобы не повредить цилиндр противодавления, необходимо контролировать усилие прижима.
- При биговке цилиндр противодавления должен быть защищен аналогичным способом как при вырубке или перфорации, см.п.1а. Для получения качественной биговки на цилиндр противодавления приклеиваются биговальные матрицы.
2. Снимается резиновое полотно.
3. Монтаж системы «WISP».
Пластина вместе с соответствующими калибровочными листами монтируется вместо резинового полотна.
Для установки необходимого зазора между цилиндрами при монтаже пластины используются калибровочные листы. В качестве калибровочного материала используются калибровочные листы, поставляемые фирмой «WINK» или офсетные печатные формы. Выбор толщины калибровочного материала зависит от вида производимых работ. Пример расчета приведен на странице 4.
В зависимости от типа печатной машины пластины поставляются с различными системами крепления. Монтаж осуществляется в соответствии с заказанным типом крепления.
4. Пластина вместе с калибровочными листами крепится в начале области печати.
Нанесенная на вырубную пластину юстирующая метка должна быть расположена точно в начале области печати. Таким образом, обеспечивается совмещение контура высечки (или вырубки) с контуром печати. После поворота цилиндра противоположный край закрепляется в конце области печати.
Необходимо следить за тем, чтобы пластина в начале и конце области печати была смонтирована точно по середине цилиндра. Края пластины должны быть строго параллельны краю цилиндра, на который она устанавливается. Даже небольшой диагональный перекос может вызвать повреждение пластин и сделать их непригодными для дальнейшего использования!
5. После запуска машины необходимо постепенно выставить рабочее давление.
Увеличение давления производится до тех пор, пока контур вырубки (или высечки) не будет хорошо заметен на материале. Используя приводку печатной машины, производится согласование контура оттиска с контуром вырубки (или высечки).
После этого давление устанавливается до оптимального значения, для получения необходимого качества вырубки (или высечки).
Советы
- Для предотвращения отмарывания краски, на пластину (внутри и между рабочими контурами, можно наклеить резиновые элементы или нанести при помощи аэрозоля силиконовое покрытие.
- Перед применением необходимо обезжирить и очистить пластину. При установке пластины, необходимо убедится в отсутствии посторонних механических частиц, как на обратной стороне пластины, так и на самом цилиндре.
- При необходимости увеличения количества перемычек (мостиков), для более прочной фиксации вырубленной заготовки в листе материала, возможно самостоятельное изготовление дополнительных промежутков в режущей кромке, путем их шлифовки до основания пластины (например, с помощью шлиф машинки CITO NG91 или CITO NG 2000). При не соответствующей обработке дополнительно нанесенных перемычек приводит к деформированию реза, и вырубка получается неравномерной!
- После использования пластину следует законсервировать маслом, не содержащим кислоты. В идеальном случае для предотвращения возможных повреждений вырубную пластину хранят в поставляемом упаковочном тубусе.
Внимание!
После длительного простоя печатной машины, перед началом эксплуатации необходимо обязательно проконтролировать систему крепления защитной пластины!
Схема установки системы «WISP» с примером расчета рабочего зазора для печатной машины Heidelberg SM-102
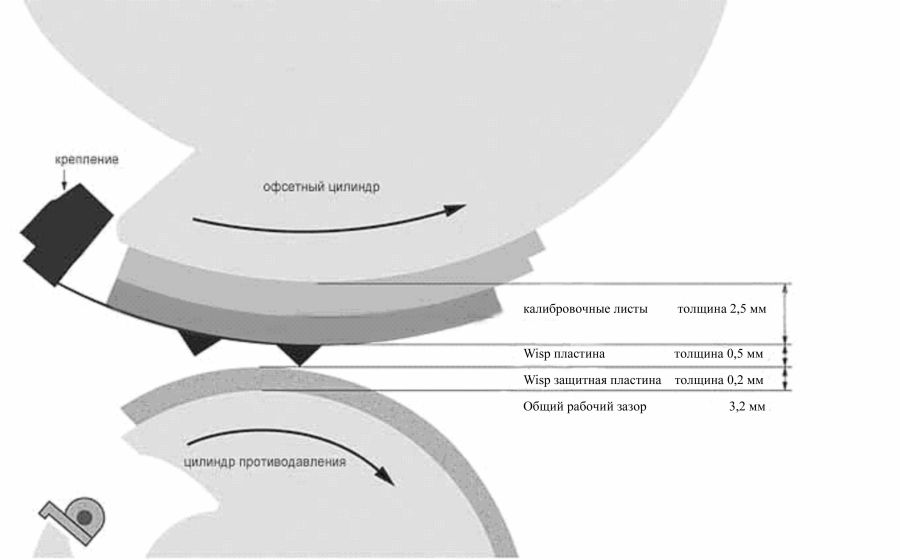
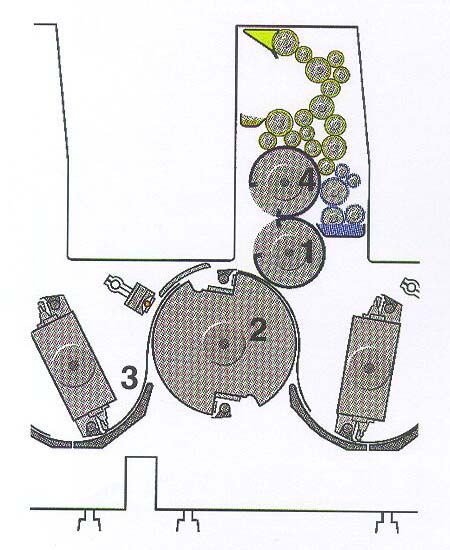
Схема установки системы «WISP» на печатную машину Heidelberg
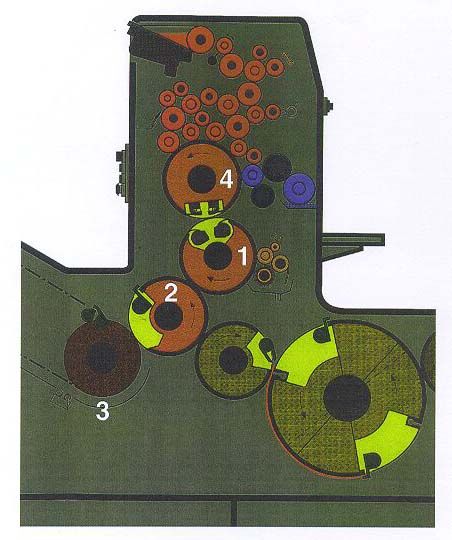
1 — Офсетный цилиндр с установленной системой «WISP»
2 — Цилиндр противодавления с защитной пластиной
3 — Путь листа
4 — Формный цилиндр, в процессе вырубки или высечки не участвует.
При работе с системой Wisp, на машине Heidelberg, необходимо выдерживать расстояние между цилиндрами (глубина зазора) 3,2 мм.
Схема установки системы «WISP» на печатную машину MAN Roland
1 — Офсетный цилиндр с установленной системой «WISP»
2 — Цилиндр противодавления с защитной пластиной
3 — Путь листа
4 — Формный цилиндр, в процессе вырубки или высечки не участвует.
При работе с системой Wisp, на машине MAN Roland, необходимо выдерживать расстояние между цилиндрами (глубина зазора) 2,6 мм.
Данные, которые необходимо учитывать при заказе пластин WISP
Срок изготовления пластин составляет, 2 — 3 рабочих дня, при заказе пластин со сложным контуром срок изготовления пластин увеличивается.
| Самоклеющаяся бумага | 0.47 до 0.50 мм |
| Самоклеющаяся плёнка | 0.47 до 0.50 мм |
| Картон и бумага от 60 до 130 г/м² | 0.47 до 0.50 мм |
| Картон и бумага до 15 г/м² | 0.60 мм или > |
| Картон и бумага от 160 до 220 г/м² | 0.75 мм или > |
| Картон и бумага от 230 г/м² | 1.0 mm |
| Высота пластины | 0.5 мм | 0.6 мм | 0.75 мм | 1.0 мм |
|---|---|---|---|---|
| Минимальные перфорационные соотношения | 05:05 мм | 0.6:0.6 мм | 0.75:0.75 мм | 1.0:1.0 мм |
| Минимальные микроперфорационные соотношения | 0.3:0.3 мм | 0.4:0.4 мм | 0.6:0.6 мм | 0.7:0.7 мм |
| Минимальные мостики | 0.3 мм | 0.4 мм | 0.6 мм | 0.7 мм |
| Минимальные радиусы закругления углов | 0.5 мм | 0.6 мм | 0.75 мм | 1.0 мм |
| Минимальный диаметр элементов | 1.0 мм | 1.2 мм | 1.6 мм | 2.1 мм |
| Минимальное расстояние между режущими ножами | 1.0 мм | 1.2 мм | 1.5 мм | 2.0 мм |
| Минимальное расстояние между перфорационными ножами | 1.0 мм | 1.2 мм | 1.5 мм | 2.0 мм |
| Минимальное расстояние между биговальными и режущими ножами | 3.0мм | 3.0мм | 3.0мм | 3.0мм |






